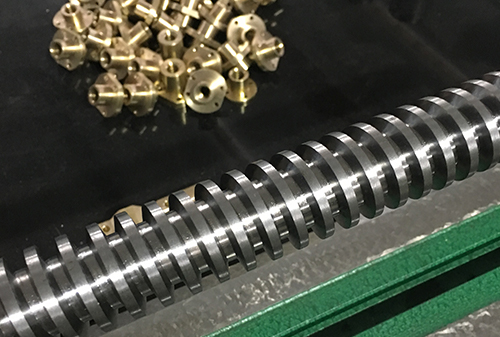
旋风铣削丝杠加工中螺纹与滚花一次完成工艺效率高,成本低,加工精度要求不太高的产品,其结构设计思路、方案有较好的推广应用价值。
旋风铣削法是一种高效率的螺纹加工方法,适用于批量较大的螺纹粗加工,其工艺是用硬质合金刀对螺纹进行高速铣削,它具有刀具冷却好、生产效率高的优点。精度要求不高的螺纹,可用此法一次完成切削加工。旋风铣削刀的回转轴线与工件轴线为空间位置关系,交叉角度为β角(等于螺旋升角)。其加工过程包括工件的旋转运动,工件的螺旋轴向进给运动(或刀具进给),铣刀盘上刀刃的旋转运动。
1 梯形丝杠零件加工要求
零件为活动扳手调节开口宽度的螺轮,材料为20号圆钢,牙侧有一定粗糙度要求,切断处螺牙部需要倒角,中间销孔与外圆柱面必须有较好的同轴度,否则调整时不会灵活自如,甚至卡死,为便于大拇指握持拨动,其表面要有平行于轴心线的直纹滚花。
2 加工工艺的分析与比较
丝杠加工原来采用车削加工,工艺路线为:冷拔→滚花→车螺纹→校正→钻孔→切断→倒角,不仅效率低、成本高,且由于小圆钢刚度低,车削、滚花时易变形,小号螺轮不能生产,为此我们设计了旋风铣削丝杠设备,不仅将转速由经验认定的1000r/min左右提升至2000r/min以上而且将铣丝滚花一次完成。 其工艺路线变为:冷拔→滚花、铣丝→校正→钻孔、切断→倒角。虽然旋风铣削使小径工件有较大变形(大径件变形较小),但校正也容易。改进后的工艺具有如下特点:
表面粗糙度值减小:
由切削力引起的振动减少:
小径工件螺距累积误差有一定增加。 |
|